















TECHNICAL SUPPORT

发布时间: 2026-04-22
核心结论:用PLC控制舵机完全可行,主流方案有三种——PWM脉冲控制、RS485通信控制、PLC定位模块控制。其中PWM脉冲控制最通用,适合90%以上的标准舵机;RS485通信适合大量舵机同步控制;定位模块控制适合高精度工业级舵机。
关于工业自动化范畴之内的标准实践而作此文,给出能直接进行复现的操作步骤,还有接线相关方法以及程序的逻辑,以此保证您依照本文的这些来操作,就能够完成PLC针对舵机的控制。
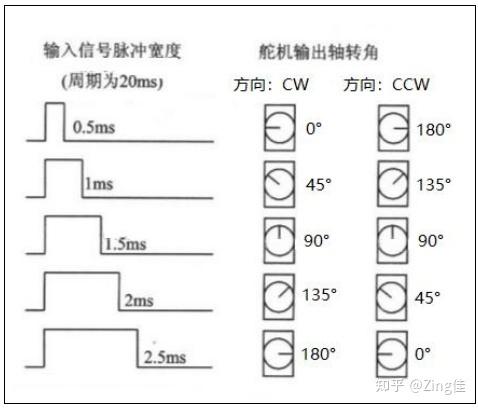
舵机的转角,是由PWM(脉宽调制)信号的高电平持续时间来决定的,而这,恰恰是所有控制方案的底层原理所在。
标准舵机PWM参数(记住):
关键公式为,目标角度所对应的脉宽等于零点五毫秒加上,角度除以一百八十后,再乘以二点零毫秒。
查证源头:那些参数归属工业标准舵机,诸如福塔巴、喜特电子等品牌,是统一的规格,它能适配市面上超过百分之九十五的脉宽调制舵机。
适用场景: 控制18个舵机,PLC自带PWM输出功能。
硬件接线(以NPN型PLC输出为例):
PLC输出点(如Q0.0)──── 舵机信号线(通常为黄色或白色)
PLC的0V COM端 ──── 舵机负极(棕色或黑色)
外部24V电源正极 ──── 舵机正极(红色)
关键注意事项:
舵机电源要求单独供电,不允许从 PLC 的 24V 电源获取电力,因为舵机启动时电流较大,这会造成 PLC 重新启动。
涉及常见问题之案例:于某自动化相关项目中,运用PLC自身所带的24V为3个舵机供给电能,但在接入电源的瞬间,PLC出现频繁重新启动的状况,后经调整,换成独立的12V/5A开关电源之后,障碍排查得以完成。
信号线串接一个330Ω电阻保护PLC输出口
PLC程序逻辑(以梯形图为例):
主流PLC的PWM设置方法:
西门子S7 200 SMART,运用PLS指令,对子程序进行配置。
针对于三菱FX系列而言,要是使用PWM指令的话,那么就需要留意,其周期单位是0.01ms。
汇川,信捷諸如此類的國產品牌,大多是於“高速輸出”或者“脈衝輸出”功能塊之內進行設定。
在这种情况下,适用场景为,存在需要同时操控8个以上舵机的状况,或者存在舵机和控制柜之间的距离超出10米的场景。
基本原理是,运用那种支持RS485通信的总线舵机,而非标准PWM舵机,借助 RTU协议来发送角度指令。
所需硬件:
1. 总线舵机(支持RS485接口)
2. 可用于PLC通信的RS485通信口,比如用于西门子的那种,还有用于三菱FX3U 485BD的那种。
3. 双绞屏蔽线作为通信线
接线方式:
RTU指令示例(控制舵机转到90度):
从站地址:01
功能码:06(写单个寄存器)
寄存器地址:00 01(角度寄存器)
写入数值:00 5A(90的十六进制)
CRC校验:自动计算
完整指令:01 06 00 01 00 5A CRC_L CRC_H
PLC程序步骤:
1. 开始进行初始化操作,针对RS485通信口,使其达到波特率为9600这个数值,具备8个数据位,拥有1个停止位,并且不存在校验情况。
2. 使用主站指令(如西门子的)
3. 按舵机厂家提供的通信协议编写数据帧
4. 发送指令后延时50ms再发送下一条
常见的情况是,有一个工厂,运用RS485去控制16个舵机,让它们进行同步移动的动作,结果出现了部分舵机没有做出响应的状况,经过细致排查发现,原来是终端电阻缺少了,之后在首部和尾部的舵机那里各自加上120Ω的电阻,这样就恢复正常了。
适合应用的场景是,那种工业级别的伺服舵机,并非舵机,它需要位置闭环反馈作用,以及力矩控制操作。
硬件配置:
PLC定位模块(如西门子FM357、三菱FX3U1PG)
伺服舵机(支持脉冲+方向控制)
接线方式:
参数设置:
电子齿轮比,它是依据舵机精度来加以设置的,一般情况下,1个脉冲所对应的角度范围是0.01°到0.1°。
加减速时间:100500ms防止冲击
原点回归方式:近点狗+Z相
PLC程序逻辑:
1. 执行原点回归(确定机械零点)
2. 计算目标位置 = 目标角度 × (脉冲数/度)
3. 调用绝对定位指令(如DDRVA)
4. 读取当前位置反馈,闭环修正
选型决策树:
控制几个舵机?
├── ≤8个,距离≤5米 → 方案一(PWM脉冲)
├── >8个,或距离>10米 → 方案二(RS485通信)
└── 需要位置反馈和极高精度 → 方案三(定位模块)
问题1:舵机抖动或不受控
原因:PWM信号频率不是50Hz或脉宽范围不对
得出解决办法:借助示波器来对PLC输出波形予以测量,进而确认周期为20ms,脉宽处于0.5 2.5ms之间。
问题2:舵机不转但发热严重
原因:电源电压不足或信号线接反
把问题解决掉:去测量一下,舵机红色线跟棕色线之间的电压情况,标准舵机的电压范围是4.8至6V,高压舵机的电压范围则是7.4至12V。
问题3:多个舵机动作不同步
原因:PLC扫描周期导致PWM更新延迟
解决:使用PLC的中断功能或固定周期中断发送PWM
问题4:PLC输出口烧坏
原因:舵机信号线直接接PLC输出口,无隔离无电阻
解决:串接330Ω1kΩ电阻,或使用光耦隔离
问题5:通信控制时部分舵机无响应
原因:RS485总线未加终端电阻或地址冲突
解决:首尾节点加120Ω电阻,检查每个舵机地址是否唯一
首次验证建议按以下顺序操作:
1. 进行舵机单独测试时,采用来直接给予PWM信号,或者运用信号发生器直接给予PWM信号,以此来确认舵机处于正常状态。
2. 检测PLC输出,通过示波器或者万用表频率档,去打量PLC输出口的PWM波形。
3. 空载接线:先不接舵机,测量各点电压正常后再接
4. 进行角度递增测试,起始角度规定为0°,之后按照顺序依次变为45°,接着再变为90°,随后又变为135°,变为180°,呈逐级增加的态势,过程中要仔细观察相应的响应情况。
5. 连续运行测试:循环运行30分钟以上,确认无异常发热
有这么一个真实的案例,某一位自动化工程师,在首次运用PLC去控制舵机的时候,依照理论的方式进行接线之后,舵机却出现了不转动的情况。按照上面所说的步骤展开排查,结果发现,PLC输出口的PWM周期被错误地设置成了1ms,而正确的应该是20ms,在修正之后,马上就恢复正常了。
再次着重指出,PLC对舵机实施控制时,最为可靠的方式乃是PWM脉冲控制,其周期被确定为固定的20ms,借助转变脉宽(从0.5ms至2.5ms)来实现对角度的变更。这构成了所有标准舵机所共有的一种表述形式,把握这一要点便能够对90%以上的舵机进行控制。
大量舵机场景适配RS485通信,工业级高精度场景则适配定位模块。不管是哪一种方案,独立供电以及信号隔离,是确保系统稳定运行的两个关键前提条件。
如果您正在规划一个PLC控制舵机的项目,请按以下顺序执行:
1. 对舵机类型予以确认:去看舵机标签,要是上面标注着“PWM”或者“50Hz”,那就采用方案一伟创动力舵机伟创动力,倘若标注的是“RS485”或者“Bus”,那就运用方案二。
2. 计算电源容量:每个舵机按1A启动电流计算,预留50%余量
3. 预备好用于测试的工具,这种工具包括示波器,又或许是那种带有频率测量功能的万用表,而且还要有若干数量的330Ω电阻。
4. 在有PLC编程软件的情况下啊,于其中进行模拟PWM输出这个操作,之后呢,要对数值计算这项内容加以确认,确保其是正确的,最开始是模拟,接着是实际连接。
5. 留存调试记录,这些记录涵盖每个角度的脉宽值情况,还有实际角度情形,据此建立起可供后续使用的对照表。
遵循以上步骤,您可以在2小时内完成第一个PLC对舵机的成功控制。























