















TECHNICAL SUPPORT

发布时间: 2026-05-13
舵机转向一侧后径直卡死,无法作出复位动作,这属于制作以及轻量化自动化装置调试进程里极为频发的故障种类之一,众多新手展开调试操作后没过两天便会遭遇此类问题,稍有不慎还会致使驱动板或者舵机内部电机遭受进一步烧灼损坏。接下来会从常见故障场景的排查、分步解决的操作、后续预防的方案这三个维度,给出能够直接予以落地实施的标准化处理流程,所有的操作方法皆是参照工业舵机通用调试规范加以整理的,普通爱好者同样能够完全依照步骤去执行。
相当多的人在遭遇舵机卡死状况时,其首要反应便是认定硬件出现损坏,进而直接实施拆机操作,实则超过6成的故障归属信号类假卡死范畴,无需进行拆开维修便可迅速予以解决:
1. 先将舵机与主控板之间的所有信号连接断开,再把舵机与主控板的所有电源连接断开,之后人工使用小幅度的外力,缓慢地转动舵机输出轴,要是转动时能够动半圈以上,且没有明显卡顿的感觉,那么这种情况属于假卡死,要是舵机完全转不动,并且在掰动的时候能够听到塑料齿轮发出细碎的摩擦声,那么这种情况属于硬件真卡死。
2. 先是在假卡死后,直接去更换舵机供电电源,要是原本采用的依旧是主控板引脚直连供电方式,那就将供电方式改换成单独的5V/2A外接稳压电源来给舵机供电,进而排查因主控板IO口动力电流输出存在不足所导致的堵转假象。
3. 关于测试主控板输出的相关的 PWM 信号是不是会出现溢出的情况,大量卡死问题的引发原因在于程序里面所写入的角度值超过了舵机的物理限位,举例来说,舵机实际有效的转动范围是从 0 到 180 度这些度数,但代码当中写的是 200 度的输出指令,致使舵机就会不停地往理论上不存在的极限位置转动,当顶到内部机械挡块的时候就进入到卡死状态。平常的 180 度标准舵机通用安全控制时候的取值范围,按照行业规范预留 10 度的冗余,换言之那也就相当于是赋值区间稳定地设置在 10 度到 170 度的这个范围之间,这样一来就能够完全避免信号溢出所导致的假卡死问题出现。
实测数据被多个调试爱好者所展示,在战车调试期间,那时多位用户输入了从0度到180度的满量程指令,3台用于调试的样机之中,有2台出现了转动至尽头马上就卡死的状况,在预留限位冗余方案经过调整以后,全部的72小时持续满负载测试,一次卡死问题都未曾出现过。
当排查完信号以及电源问题之后,舵机却仍然处于完全卡死的状态,以至于无法通过手动进行转动,很大的可能性是传动机构硬件出现了位移现象,或者是发生了碎裂情况,需依照以下这样从简单到繁杂的顺序来进行拆解排查:
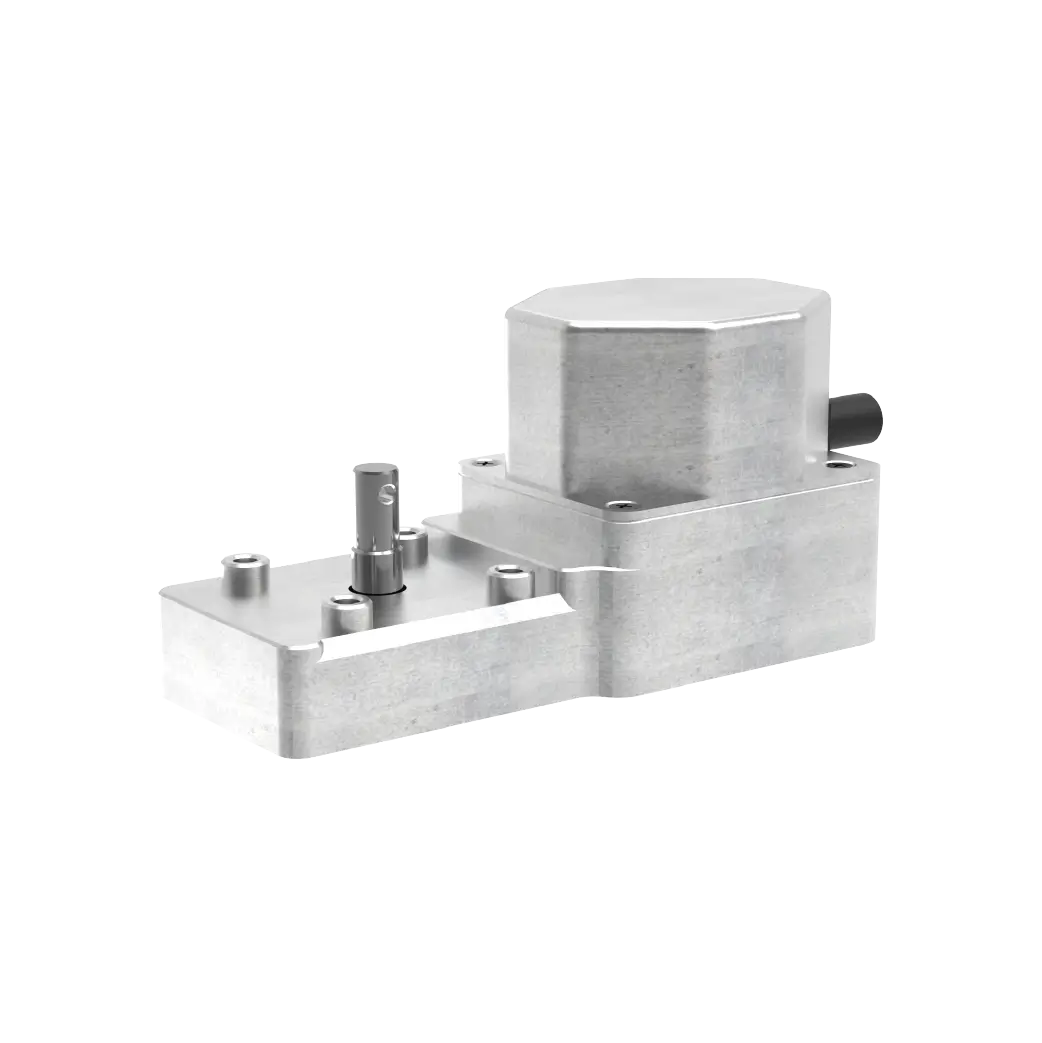
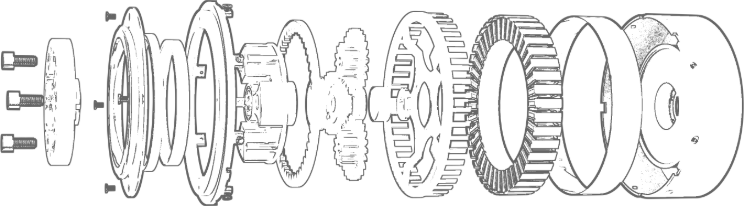
1. 最先,将舵机外壳最顶层的减速仓盖板拆开,接着,把最上层的输出主齿轮取出,然后伟创动力舵机,查看齿轮的咬合齿,有没有崩碎的残块卡进相邻齿轮的缝隙,好多舵机在受到突然的外部冲击负载时,输出齿轮的单个齿体会崩断,残块卡于固定齿轮与减速齿轮的结合之处,这样就会致使单侧卡死,把碎齿清理掉,再重新将齿轮装回原来位置,便可恢复正常运行。
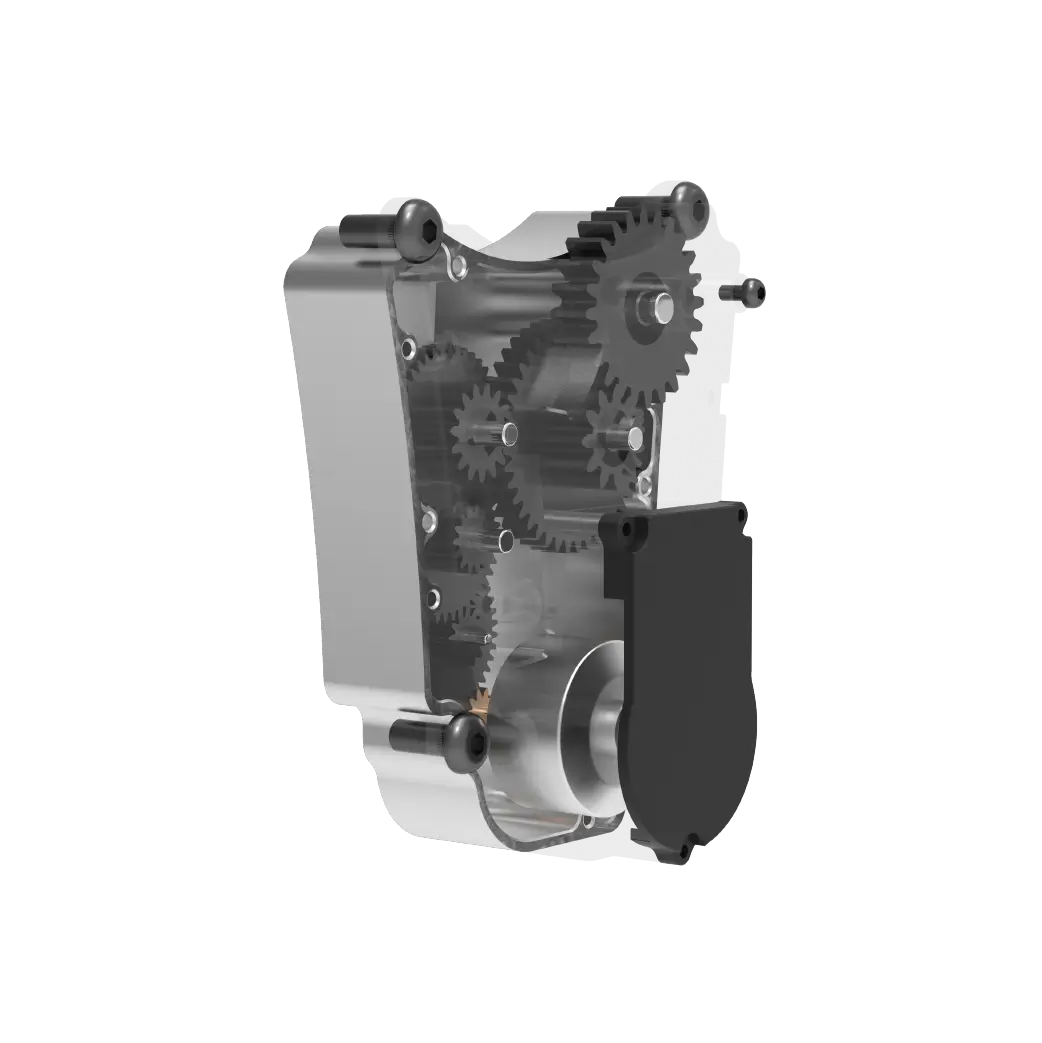
2. 将全部外表能看见的残碎杂质清理完后,要是装回去仍转不动,那就逐级把每个减速塑料齿轮取下,逐个按压传动轴转轴伟创动力,去排查底部位置的旋钮电位器有无移位,电位器定位槽错位后转动轴卡到一侧的壳体定位柱,这是单侧卡死的又一个高频原因,再把电位器的中心槽与壳体定位刻度对齐,打上微量的透明固定胶,避免后续运行中再次错位就能彻底解决故障。
某航模俱乐部进行的批量故障统计表明,他们有过32台出现单侧卡死状况的小型航模舵机,其中19台为碎齿卡住东西的问题,9台是因电位器移位致使卡死,剩下的仅4台是内部电机转子偏心引发的故障,绝大多数情况都无需更换整台舵机便可修复。
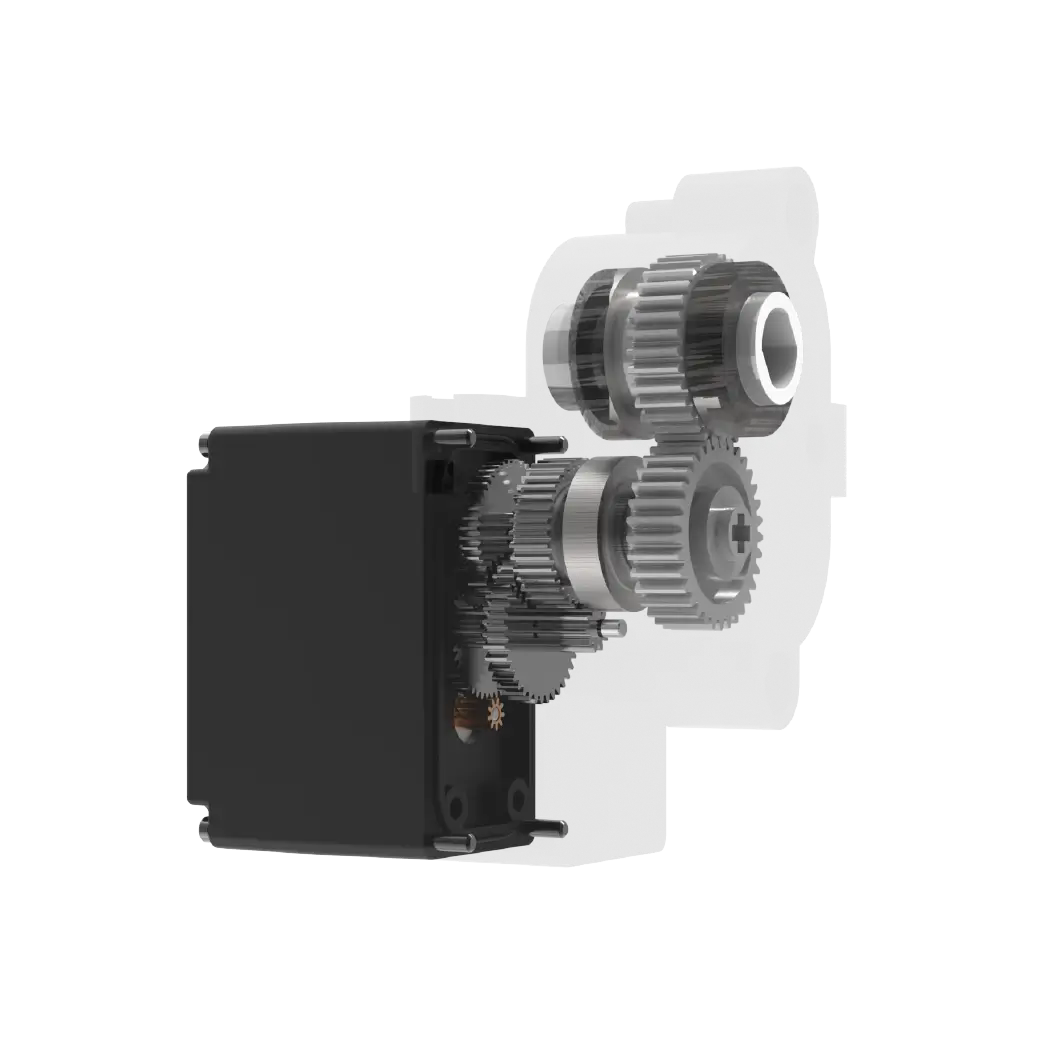
3. 内部齿轮组因极端深度磨损致使反复卡死,可成套更换同参数的,安装每个齿轮时都先小幅旋转,确认无卡滞后再卡入第二个档位,全部组装完成后,盖盖板前空载通电测试3次整周期转动,确认全程无卡顿后再正式投入到设备上使用。

于源头之处对舵机单侧卡死故障反复出现的情况予以杜绝,所有参与调试使用的人员,均严格地去落实三条具备可执行性的操作准则?
1. 软件限位拦截逻辑被程序层强制写入,舵机驱动代码执行段头部加专门数值判断,任何角度输入若超过设定安全区间,会自动被改写为限位边缘合法值,即便出现程序逻辑bug或误输入超限数值,也不会发送超量程驱动指令,舵机永远不会因被硬顶到机械死点而造成卡死冲击。
2. 在传动连杆位置,设置物理橡胶缓冲限位块,即便同时出现信号bug,以及机械连锁出错的情况,限位块也会在第一时间,阻挡以结构负载砸向舵机输出轴方向的力,利用橡胶缓冲来消解冲击力量,不会直接扯断齿轮齿,进而造成碎裂卡死故障。
3. 通常每累计达到100小时持续运行,便将舵机减速仓拆开,使用软毛刷清理内部积攒的细微塑料磨损粉末,于啮合齿轮表面涂抹一层薄至极点的食品级硅树脂,防止粉末堆积卡入小齿轮缝隙引发单侧卡死。
舵机转到一边出现卡死问题,在绝大多数场景下,并非是那种不可逆的彻底硬件报废情况,要排查信号与侧电源,以实现快速分离假卡死故障,这是最优先要做的操作,接着要逐级拆解传动仓,清理其中卡死的异物以及错位的零部件,搭配好软件和物理的双层限位防护,如此便能让新设备以及修复后的舵机长期稳定运行,不会反复出现单侧边卡死问题。























